石材是现代建筑装饰的主要材料,简单石材制品设计和加工比较容易,但对于复杂异型石材制
品还是很 困难 ,五 轴联 动数控 加 工技 术 为复 杂异 型石材 制 品 的加 工提供 了一种行 之 有效 的手段 .
通 过 对立体 人像 进 行 逆 向建模 、数 控 编程 、仿 真 以及 对 刀具路 径 进行 优 化 ,利 用 自行研 制 开发
的异 型石材 车铣 复合加 工 中心 (HTM50200)机床 进行 加 工 ,提 高 了立体人像 加 工质 量和效 率 ;首
次提 出了立体 人像 的参
0 引言
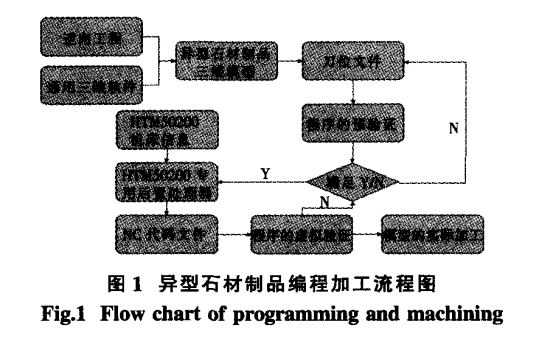
随着人类物质文化水平的提高以及建筑装饰业的发展 。人们对建筑的装饰要求也朝着美观 、豪华、典雅的方向发展,对石材异型制品的需求越来越多 ,随着现代设计制 造方 法和手 段不 断涌现 ,尤 其是 CAD/CAM/CAE,多轴加工技术 ,仿真与优化技术 ,检测技术等的发展 ,使复杂异型制品的设计、加工等不再难以实现 。利用虚拟制造技术在计算机上模拟真实加工 ,可以提高产品加工质量 ,降低废品率 ,缩短制造周期 ;通过对模 型的各个部分进行参数化描述 ,并根据具体模型,对其各个部分进行参数化控制 ,提高复杂异型制品模型的建模效率 。图 1为异型 石材制品编程加工流程图。
1 立体人像三维模型构建
利用通用三维建模软件UG,Pro/E,solidworks等可以很容易地对简单模型进行建模 ,但针对复杂模型 ,如立体人像等 ,常规建模有一定难度 ,本文人头像建模是通过三维扫描设备采集立体人像三维模型数据,并通过逆向软件Imageware对数据模型进行数据处理 、表面模型重构 ,再利用 UG和 Imageware对立体人像模 型与扫描点云进行误差分析和修改 ,如此往复,直至得到符合要求的三维CAD模型 。重构完成之后的立体人像模型如图2所示 。
2 立体人像的数控加工
2.1 立体人像参数化建模方法概述与工艺分析
(1)立体人像参数化建模方法概述。由于立体人像表面非常复杂,常规方法建模非常困难,为了提高设计效率,可以把立体人像的设计分成各个不同的模块进行设计,实现立体人像模块化的参数化建模。
根据不同的分类标准,可以把人分为不同的种类;根据性别 ,可以把人分为男性和女性;根据 文化的不同 ,可以把人分为东方人和西方人;根据地域的不同,可以把人分为亚洲人,非洲人 。欧洲人等 ;还有很多的分类方法,例如:按年龄分 ,按体形分等等。
针对某一具体的人,可以把人的身体分成各个模块,大体上包括:头部模块,面部模块和支撑模块 ;以头部模块为例 ,头部模块设计包括发型设计 、脑形设计和耳朵设计,而发型设计 又包 括 卷发 和直 发 的设 计 ,无论是卷发还是直发又都有长短之分 以及是扎辫子还是披肩发 等等 ,通过对各 模块进行设计 ,建立立体人像的材料库 ,使得以后如果需要再构建立体人像的模型 ,可以从材料库中进行加载 ,并通过修改参数和不同模块的组合形式来建立不同的立体人像模 型,从而大大降低了设计难度 。提高了立体人像的设计效 率 ,简化设计流程 。 图3为 立体人像参数化建模的模块化设计框架图 。

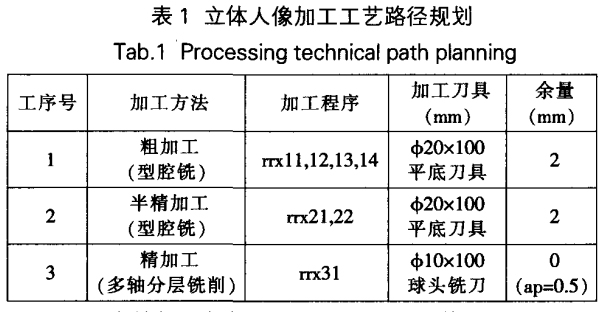
(2)立体人像加工工艺分析 。由于模型表面复杂,某些局部非常陡峭 。又受刀具系统及机床系统的约束 。给加工带来很大难度 。鉴于上述因素 ,采用粗加工 、半精加工 、精加工的方法进行加工 。
2.2 立 体人像的五轴联动加工程序编制
(1)粗加工程序编制 :利用UG建模功能建立加工立体人像所需 的毛坯模型 ,大小为 (150x300)mm;设置加工 坐标 系 ;创建程 序 :rtx一5axis—machining,建 立 刀具系统,创 建 粗 加工 型腔 铣 操 作 ,选 择 刀 具并 设 置 切 削参 数,生成 的粗 加工 刀具路 径 。加工工艺规划见表 1。
(2)半精加工与精加工程序编制。立体人像的半精加工程序编制时应注意的几个问题 :首先,为了加工时刀具系统与样件之间发生碰撞 ,要对刀轴进行适当而精准的控制 ;其次 ,还要考虑实际加工中机床的运动状 态 ;由此半精加工程序采用可变轴轮廓铣削 ,生成的半精加工与精加工部分刀具路径 。
2.3 HTM50200异型石材车铣复合加工中心专用后置处理器的构建
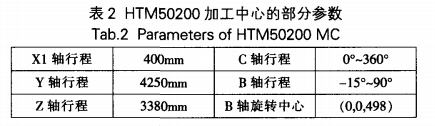
获得立体人像刀具路径文件后,通过配置专用后处理器 ,对路径进行特定处理 ,得到符 合数控机床所能识别的专用数控代码文件 ,才能在实际的机床上进行加工 ;因此 。应根据机床具体信息构建 HTM50200专用后处理器 。表 2为 HTM50200加工中心的部分参数 。
后置处理器构建完成后 ,通过将指定的刀具路径文件转换成机床能够识别的数控代码文件。部分代码 (略)。
2.4 五轴联动数控加工刀具路径的仿真
由于生成的程序大而抽象 ,不易检查 ,对其刀路进行虚拟仿真 ,不仅可以形象直观的模 拟现场的加工过程,而且可以验证路径可靠性以及参数设置合理性,大大缩短加工周期并降低生产成本,尤其是针对五轴联动加工数控刀具路径 ,通过对刀具路径进行仿真,检验程序可靠性以及是否有干涉,如果仿真后的程序未达到预期效果,还要对其进行修改和优化,直至满足加工要求。本文利用一种专用数控加工仿真 软件 VERICUT对立体人像的数控代 码文件进行虚拟仿真验证。首先构建机床三维运动仿真模型。创建刀具库、控制系统等,然后,加载程序进行仿真 。
从仿真的效果可以看到 ,刀具的刀柄与立体人像的肩部发生了碰撞,为了有效的避免加工过程中因刀轴方向发生改变而引起刀具系统与工件或者机床发生碰撞。一般需要通过对刀具路径进行重新编排或者对刀轴方向进 行 优化 等方 法 ,使 之 避免 产生 干涉与碰撞,通过优化刀具路径,并对优化后的刀具路径进行仿真,由仿真结果知之前的碰撞现象消失,见图4。
至此。可以初步确定,所生成的刀具路径理论可行,满足加工要求 。利用 HTM50200异型石材 车铣 加工中心对不必要的麻烦 。立体人像进行加工,从加工的过程来看,程序运行稳定,各项切削参数均能符合加工要求,加工中没有干涉和碰撞现象出现 ,从加工出的效果可以看出控机床对立体人像模型进行加工,除了立体人像的某些极其细微的细节需要人工进行后续修整外,其它部分加工出来的效果与扫描数据及实际模型是吻合的,由此可知,虚拟仿真效果与实际加工效果也吻合,图5为立体人像的原始模型与加工后的模型。

3 结束语
(1)利用Imageware和UG。对立体人像的点云数据进行处理,获得高质量的三维模型。
(2根据现有理论,利用UG加工与仿真模块对具有复杂曲面的立体人像进行编程及仿真预验证。
(3)利用VERICUT仿真软件构建HTM50200加工中心三维运动仿真模型,对立体人像进行虚拟加工,验证加工程序的正确性和可靠性。
(4)首次提出立体人像的参数化建模技术,大大提高者机床发生碰撞。一般需要通过对刀具路径进行重新编了立体人像的建模效率,同时也为其他复杂异型制品的建模提供参考。
(5)通过利用数控机床对立体人像进行试加工,加工出来的实际模型与理论模型效果一致,这有利于工程技术人员通过预先的虚拟仿真来避免实际加工中所带来得不必要的麻烦 。
4 结束语
分界负荷开关是一种功能全新的户外一次开关设备 ,可实现用户侧故的自动隔离 ,从而防止用户侧事故波及电力公司的配电线路 ,确立事故责任分界点 ,确 配电网的供电可靠性 。


 首页
首页
 产品中心
产品中心
 电话咨询
电话咨询
 售后服务
售后服务 售前服务
售前服务 关注公众号
关注公众号