

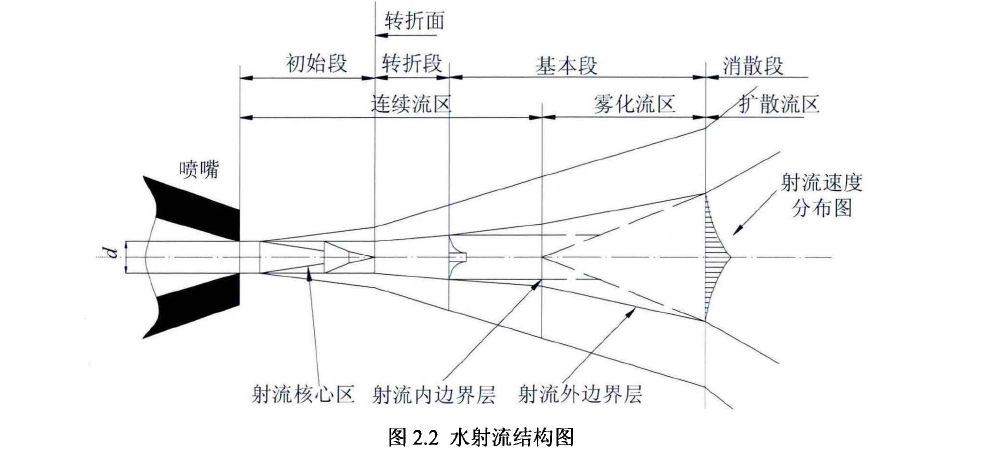
磨料水射流经由喷嘴射出进入空气中分为四个阶段:初始射流核心区、射流速度稍减且些许扩散的转折段、射流速度逐步减小的基本段以及与空气等融合的消散段。其具体射流结构如图2.2所示。
初始阶段的高速集中射流段毋庸置疑是切割加工的首选,射流核心区域的射流速度大小以及集束性决定了切割深度以及切割质量。对于磨料射流切割深度方面的研究,目前被广泛认可的有Hashish提出的射流切割深度模型以及随后Zeng和幻Kim在实际应用中总结出的经验模型,分别如式2-1及2-2所示。


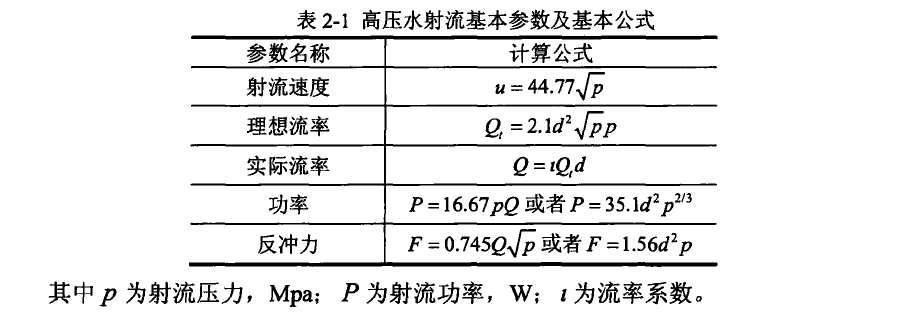
从以上两个模型中可以看出,相对于Hashish的切割模型,Zeng和Kim的经验模型中考虑了切割材料的因素,二者共同指出了出口直径、核心区的磨粒速度以及磨粒流率对切割深度的影响。总结可知,入口压力、喷嘴自身结构参数、磨料与水的流率等是保证切割质量的主要参数。表2-1为本文总结的部分基本参数的对应的计算公式。
 首页
首页
 产品中心
产品中心
 电话咨询
电话咨询
 售后服务
售后服务 售前服务
售前服务 关注公众号
关注公众号