

传统船舶除锈方法采用手工除锈、抛丸除锈、水射流磨料除锈等。手工除锈依靠人工敲击剥锈,效率很低,且除锈质量差;抛丸除锈依靠离心泵抛出的钢丸,快速地冲击实现锈层的剥离,除锈效率较高,但是污染严重、钢丸处理麻烦;水射流磨料除锈是在高压水射流中掺有石英砂,磨料剥削能力强,实验效果好,然而船坞很大,磨料的输送需要脚手架,输送起来不容易,且船坞环境潮湿,保证磨料干燥较困难。
随着超高压水射流技术的发展,上个世纪末,超高压水射流达到250 MPa,可以实现无磨料的纯水除锈。为了防止水射流除锈返锈,2001年,引入了真空技术,将几个除锈喷嘴安装在一个真空腔内,实现真空水及废料回收,起到了良好的防止返锈的效果[2]。然而,是采用开放的纯水射流除锈还是密闭真空纯水射流除锈,超高压泵组系统的设计都是产生船舶除锈超高压水射流的前提。
1 设计依据
1.1 主要功能
船舶除锈成套系统主要由超高压水射流泵组系统、真空抽吸排渣系统、自动爬壁除锈机器人以及控制系统构成。超高压水射流大功率泵组是产生超高压水的发生设备,采用三柱塞或五柱塞往复泵的结构形式,是大功率泵机组系统,是船舶壁除锈成套系统的重要组成部分,主要功能是产生超高压水射流,通过喷枪或清洗器等执行机构作用于船体表面,实现船体表面的除锈[3]。船舶除锈成套系统工作原理见图1。

1.2 主要参数
船舶除锈超高压泵组参数选择的首要任务是确定系统压力参数。超高压水射流压力高,主机及配件必须适应超高压水射流要求,这使选择材料及设计成本上涨,而且还带来了运行可靠性问题。国外设计虽然将压力定得很高,可达300 MPa,但实际运行多在250 MPa左右,这一压力可以达到除锈等级要求。根据国内外研究经验,超高压泵组无论射流压力达到多高,射流流量都不应该小于25 L/min。然而,为防止返锈,船舶除锈要求即除即干,流量不应超过40 L/min。为保证系统能够达到预期的除锈效果,流量定为27 L/min。对于超高压大功率泵,泵速是运行可靠性的关键。泵速过高,因往复运动密封发热容易使柱塞咬死;泵速过低,泵尺寸将过大,重量增加。根据一些资料给出确定泵速的理论依据是柱塞的平均速度Um≤ 0.15 m/s,当机组功率为110~ 200 kW时,泵速为400~600 r/min左右,这是国外超高压泵技术水平的一个判据。
1.3 设计指标
超高压泵输出压力:250 MPa;输出流量:27 L/min;配带电机功率:132 kW;工作介质:清水;真空泵工作压力:- 60 kPa;抽气量:30 m3/min;真空罐容积:1 500 L;机器人除锈宽度:300 mm;除锈速度:50 m2/h;除锈质量:Sa2.5级。
2 系统组成
泵组系统构成框图见图2。

超高压水射流泵组系统包括超高压泵站,泵前水处理装置和电气控制系统。
2.1 超高压泵站
超高压泵站系统主要由超高压柱塞泵、电动机、弹性联轴器、气控调压阀、安全阀、压力继电器等组成。泵站整体设计要求结构紧凑、压力平稳、运行安全可靠;具有双层机械安全保护(安全阀、调压阀)和电气控制保护;超高压泵应采用强制冷却和强制润滑,并设有滑油温度继电器和滑油压力继电器,对泵站实现温度和压力的实时监控,确保超高压柱塞泵运行的安全可靠。泵站马力要求强劲,功率剩余20%。系统采用气控调压阀,可利用较小的气压实现超高压调节。超高压泵站液压原理见图3。

2.2 泵前水处理装置
泵前水处理的主要目的是为超高压柱塞泵提供有压吸入的颗粒不大于10× 10- 3mm的工作介质,由于往复泵的吸入能力比较差,特别是对超高压大功率泵必须以相应流量的增压来提供强制吸入以保证流体的连续泵送,避免出现流量波动。为了避免超高压泵及管路中阀件的磨损和堵塞,要求输送到超高压泵的工作颗粒不大于10× 10- 3mm。
2.3 电气控制系统
电气控制系统主要是实现对超高压泵站系统和泵前水处理装置中电气设备的控制,对系统各工作参数实现实时显示,对系统实现实时监控和保护以及对系统工作参数的实时调节。采用可编程控制器(PLC)逻辑功能控制、触摸屏操作、设备运行状态动态显示、带旁路接触器联合控制软启动方式,设有电气保护和操作保护。同时,系统设有泵站就地控制柜及远程控制,并留有嵌入控制接口,能实现中央集中控制。设有紧急停车装置,各控制面板均设有启动、停止、急停按键,并显示运行状态。
3 技术分析超高压组合密封
压力越高,介质黏性就越小,密封难度就越大。超高压泵组的系统压力高达250 MPa,设备的密封非常关键。往复密封是超高压泵系统可靠运行的重要标志,由压力、流量、介质、柱塞线速度差异,往复密封在材料和结构上不同,目前,在泵组动态密封中,主要有填料密封、间隙密封和组合密封。组合密封即将填料密封和间隙密封组合应用,利用套筒间隙密封的间隙实现降压,控制超高压流体的泄漏量,然后再通过填料密封进一步阻止流体泄漏,起到双保护的效果。
4 样机设计
超高压泵站机械本体见图4。
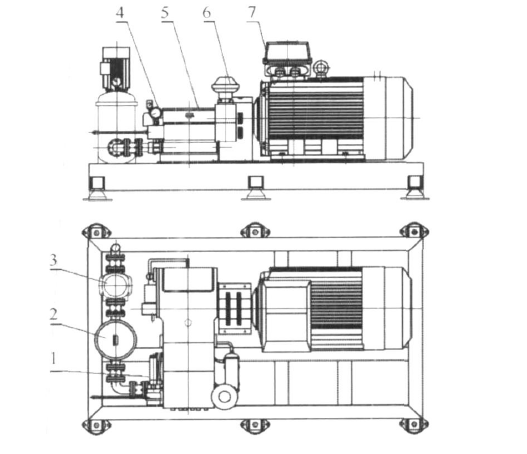
1-安全阀;2-过滤器;3-增压泵;4-压力表;5-超高压柱塞泵;6-气控调压阀;7-电动机图4
超高压泵站关键部件配置及布置选用三柱塞卧式往复泵,其流量波形脉动值小,重心低、运行平稳,能够可靠地产生超高压和大流量。泵分为动力端和液力端,高压工况对泵的材料要求比较严格,受力部件采用高强度钢,机身底座采用铸铁,紧固件要求高强度高韧性,采用40Cr。整体泵站最大外形尺寸为2 500 mm ×1 500 mm× 1 000 mm。超高压泵站液压系统布置见图5。

5 结束语
船舶除锈成套系统的工程使用实践要求超高压水射流泵组系统体积较小、重量较轻、功能强,能够很好地为船舶除锈成套系统提供超高压水射流喷射,较好地实现射流除锈。船舶除锈超高压水射流泵组系统的整体设计评价指标是能达到所需要的超高压水射流压力。受水液压和超高压双重因素的影响,船舶除锈超高压水射流泵组系统在机构密封润滑、耐磨损、耐腐蚀、抗气蚀等诸多关键问题方面,还需要基础理论的研究,更需要新结构新工艺的突破。我国的超高压泵还处在商品化的发展阶段,一些定量指标还需要实践的检验。文中所选配的船舶除锈超高压水射流泵组系统能较好地为船舶除锈成套系统服务,其设计思想可以为相关设计者提供设计参考。
 首页
首页
 产品中心
产品中心
 电话咨询
电话咨询
 售后服务
售后服务 售前服务
售前服务 关注公众号
关注公众号