针对前混合式磨料射流磨料加速过程运动复杂、实验研究困难及有限元处理超大变形存在网格畸变等问 题,基于光滑粒子(SPH)耦合有限元(FEM)方法模拟前混合式磨料射流喷嘴不同阶段磨料粒子加速特征及磨料射流破 碎靶体全过程。其中水介质用 SPH建模,磨料粒子、喷嘴、靶体等用 FEM建模。揭示磨料粒子群在喷嘴中的运动轨迹及 喷嘴结构对磨料粒子加速影响规律。研究表明,磨料粒子进入喷嘴收敛段之前已基本达到与水介质相同速度,进入收敛 段后因与水介质存在速度差使其获得加速,但与水介质速度差逐渐增大;进入直线段后水介质与磨
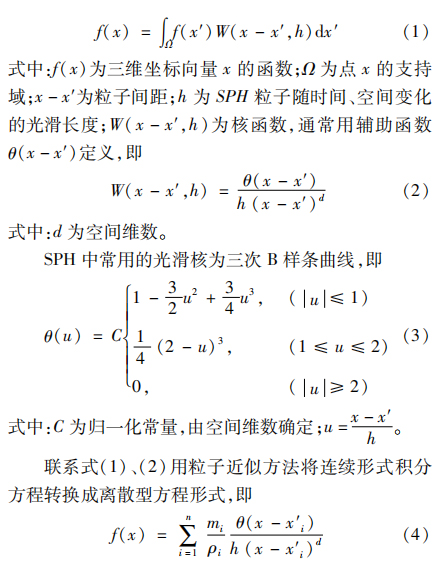
磨料水射流作为新型特种加工技术,将磨料与高速流水或高压水互相混合形成液固两相介质射流[1-3]。据射流混合方式不同,磨料水射流可分为前、后混合式磨料水射流[4]。前者因能使磨料与高速流水充分紊动混合,较后者切割、破碎效率更高。磨料粒子的加速效率为决定磨料射流破碎结构体效果的主要原因,因此研究前混合式磨料射流中磨料粒子加速过程,对提高水介质对磨料的加速效率,优化喷嘴结构具有重要意义。 前混合式磨料水射流磨料在喷嘴内运动复杂,实验研究需在尺寸较小的喷嘴内测量超高速射流运动、磨料粒子运动轨迹及两者间混合时相互作用现象极其复杂、困难,但随计算机技术、理论发展,可用数值模拟计算手段对该问题分析研究。Kumar等[5-8]用非线性有限元 方 法 模 拟 磨 料 粒 子 破 碎 结 构 体 过 程;Wang等[9-11]用 SPH算法模拟水射流破岩过程;司鹄等[12]用ALE流 -固耦合罚函数算法模拟磨料水射流破煤岩过程。以上研究仅局限于喷嘴外射流模拟,侧重点是靶体受作用后的力学分析,且对磨料、水均赋予相同初速度,两者间无直接能量传递。Nguyen等[13-17]对两相流在喷嘴内、外流场数值模拟,获得较好模拟结果,且在一定程度上可获得磨料粒子的运动情况。王建明等[18]基于 SPH与 FEM耦合法模拟磨料水射流中单磨粒加速过程,但仅针对后混合磨料射流中单颗粒磨料在水刀直线加速段的加速过程进行模拟。 本文采用 SPH与 FEM耦合算法,将前混合磨料水射流的形成过程考虑成柱塞以一定运动速度作用于水,使水以一定流量向前运动,带动事先随机分布于水中的磨料,通过收缩喷嘴形成高速磨料水射流。重点研究磨料粒子在喷嘴内部及距出口一定范围内的加速过程,分析喷嘴结构对磨料粒子加速效果影响规律。1 SPH方法相关理论 磨料水射流形成过程中高速流动的水涉及大变形问题,采用传统拉格朗日法模拟会出现网格畸变导致计算终止。SPH法不用单元而用固定质量的可动点,无网格畸变。磨料粒子用 FEM模拟,利用有限元计算精度高的特点能准确获得加速过程中运动特性。因此,SPH与FEM耦合算法既可较好模拟磨料水射流的形成过程,又能准确获得磨料粒子在喷嘴不同阶段的加速特性。1.1 SPH基本理论 SPH方法基础为插值理论[19-20]。在 SPH中任一宏观变量均能方便借助一组无序点值表示成积分插值计算获得。核近似函数为
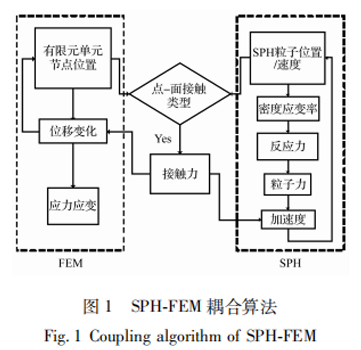
1.2 SPH-FEM 耦合原理
SPH粒子在 LS-DYNA中被视为特殊节点单元,控制参数为节点编号、质量及空间位置。SPH粒子与FEM耦合通过罚函数方式将质点力作用于有限元单元表面,因此 SPHFEM耦合采用 NODE_TO_SURFACE点面接触方式。本文 SPH与 FEM耦合处理中,将 SPH粒子定义为从节点,与 SPH粒子接触界面的有限元单元表面定义为主面。接触耦合算法见图 1[21]。
2 计算模型描述
为对问题进行一定简化,本文设:① 磨料水射流形成过程仅涉及水、磨料、喷嘴、推动水前进的柱塞及磨料水射流冲蚀靶体 5种物质;② 磨料粒子为等直径球体并事先随机分布于水中;③ 高压水由一定速度前进的柱塞推动水形成;④靶体为连续介质体。
2.1 水、磨料模型
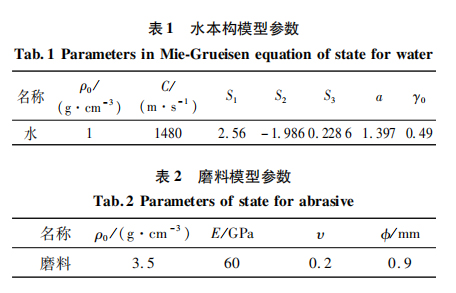
水采用 SPH算法建模,在 LS-DYNA中用 NULL材料模型,并对水材料模型赋予 Mie-Grueisen状态方程;磨料粒子为陶粒,采用 lagrange有限元建模,并用刚体材料模型,直径均为 0.9mm(对应20目)。建模过程中为尽可能接近实际工况,建立密集的 SPH水粒子束,将磨料粒子分布于水粒子中;为防止水粒子对磨料粒子初始穿透,将每颗磨料粒子位置的SPH水粒子逐一删除,以“挖”出磨料粒子的存在空间。水与磨料模型参数分别见表 1、表 2,其中 ρ0为材料密度;E为弹性模量;υ为泊松比;∅为直径。Mie-Grueisen状态方程为
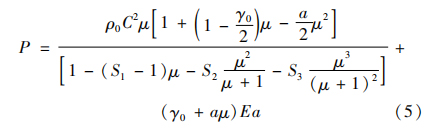
式中:E为单位体积内能;C为 vs-vp曲线截距;s1,s2,s3为 vs-vp曲线斜率系数;γ0 为 Grueisen常数;a为一介体积修正量。
2.2 喷嘴、柱塞模型
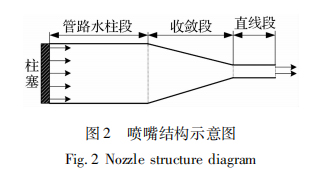
将前混合磨料水射流形成过程考虑为柱塞以一定速度作用于水,使水以一定流量向前运动,带动事先随机分布于水中的磨料,通过收缩喷嘴形成高速磨料水射流。喷嘴、柱塞均采用 lagrange有限元建模,采用刚体材料模型,其结构示意图见图 2。
2.3 靶体模型
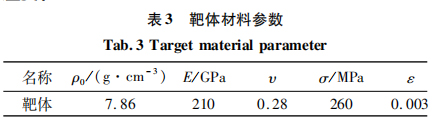
靶体为钢材料采用 lagrange有限元建模,选用PLASTIC_KINEMATIC材料模型,该材料模型按照单元的应变值是否超过材料失效应变值确定是否删除单元,可在一定程度上模拟靶体受磨料水射流作用后冲蚀孔的发展过程。材料参数见表 3,其中 ρ0 为材料密度;E为弹性模量;υ为泊松比;σ为失效应力;ε为失效应变。
2.4 耦合处理
在 SPH-FEM耦合算法中涉及 SPH粒子及 lagrange有限元,两种算法间相互作用需进行耦合处理。此模拟中水采用SPH算法建模,而磨料、喷嘴、柱塞及靶
体则采用lagrange有限元法建模。为实现在柱塞推动下水携带磨料粒子通过喷嘴形成高速磨料水射流作用于靶体上目的,水与柱塞、水与磨料粒子、水与喷嘴、水与靶体
间均通过 NODE_TO_SURFACE关键字实现耦合;该模拟过程涉及到磨料粒子与喷嘴及磨料粒子与靶体的碰撞,考虑磨料粒子单元相对其余两者尺寸较小,也通过NODE_TO_SURFACE关键字实现相互作用;磨料粒子之间碰撞通过设定 SINGLE_SURFACE关键字实现。
2.5 几何模型及边界条件
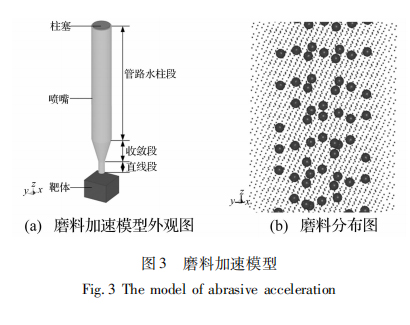
据以上建模方法建立几何模型见图 3。图 3(b)为(a)中管路水柱段内部水粒子与磨料粒子分布。限制柱塞自由度,使其只在 Z方向移动,柱塞直径 14mm,厚度 1mm;限制喷嘴在各方向移动,其中管路水柱段直径 14mm,长度 100mm,喷嘴收敛段长度 20mm,喷嘴直线段直径 3mm,长度 10mm;靶体为 20mm×20mm×15mm长方体,对底面、外围 4面采用 NON_RE-FLECTING非反射约束模拟无限边界,同时约束地面节点在各自由度的位移。水模型含 13700个 SPH粒子,72个磨料粒子,共计 18432个六面体单元;喷嘴模型含 3380个六面体单元;柱塞模型含 384个六面体单元;靶体模型含 6000个六面体单元。
3 计算结果分析
据建模方法进行两次模拟计算,即侧重于磨料水射流形成后对靶体作用及将模型中靶体删除并着重分析研究磨料粒子在喷嘴不同阶段加速过程。
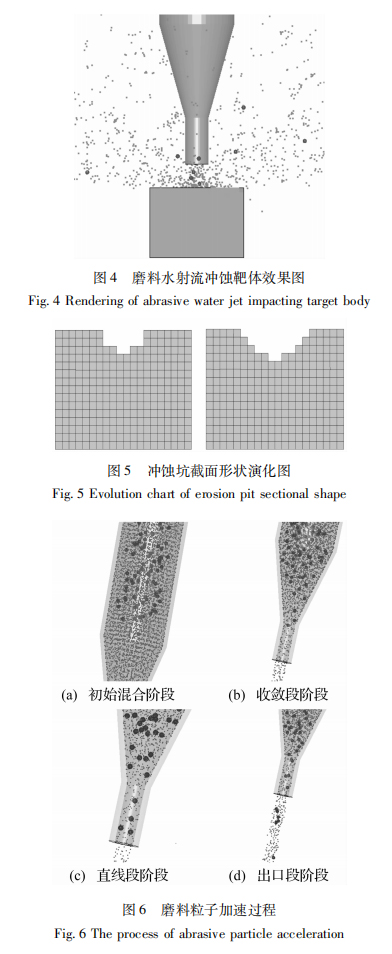
流量 74L/min的高压水携带磨料粒子群经喷嘴形成高速磨料水射流作用于靶体后效果图及冲蚀坑截面形状演化图见图 4、图 5,该流量高压水携带磨料粒子群在喷嘴收敛段、直线段及出口段运动全过程见图 6。
3.1 靶体冲孔形态分析
由图 5看出,在磨料水射流冲蚀作用中心区域的靶体单元迅速破坏失效,形成初始孔径,随冲蚀过程延续一部分粒子继续加深冲蚀深度,同时与孔底撞击后向周围发散飞溅的另部分粒子对初始孔壁冲蚀并扩大形成“V”形剖面,并使冲蚀坑不断加深。此与文献[12
-22]结果吻合较好,表明本文建模、分析方法可行。
3.2 磨料粒子加速过程分析
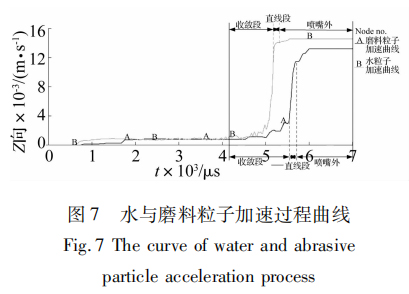
由于数值模拟中建立的磨料粒子非单独一颗,在磨料粒子的加速过程中涉及到磨料粒子间碰撞,为尽可能获得完整加速过程,在磨料粒子群即将进入喷嘴收敛段时提取其前端靠近喷嘴轴心线的一颗磨料粒子,选水介质部分中与提取的磨料粒子处于 Z轴方向同一断面上一颗 SPH水粒子,绘制喷嘴轴线上速度 -时间曲线,分别按磨料粒子、水粒子运动历程将喷嘴不同阶段标注于速度 -时间曲线上,见图 7。由图 7看出,磨料粒子进入喷嘴收敛段前已基本达到与水相同的运动速度,进入收敛段后在流量一定情况下,由于过流断面积变小,水流速度急剧增大使磨料粒子与水之间存在速度滑移,该速度差的存在使磨料粒子获得加速,但由于磨料粒子质量大,惯性大,故磨料粒子提速相对缓慢,导致在收敛段中其与水速度差逐渐增大;进入直线段后,由于收敛段积聚的压能部分释放,水流速度继续增大,但增量有限并在直线段末端趋于稳定,磨料粒子由于在收敛段导致速度滞后较大,使其在进入直线段后与水存在巨大速度差,直线段过流断面较小,使磨料粒子在直线段剧烈加速,并随时间延续逐渐趋向水流的速度;在离开喷嘴后的短距离范围内,不考虑喷嘴外空气阻力情况,水流有小幅度速度增加并迅速稳定,主要因水介质在喷嘴中由于瞬间高压存在微量的体积压缩,离开喷嘴后能量释放导致速度微量增加,而磨料粒子在喷嘴外核心段射流的继续作用下仍有速度增加,但最终因磨料粒子运动逐渐脱离核心段射流部分导致速度趋于稳定。数值模拟结果与文献[15,23-27]研究成果吻合较好。
3.3 磨料粒子群运动轨迹分析
为获得磨料粒子在喷嘴中的运动形态,选5颗粒子追踪其在喷嘴中的运动轨迹,见图8。由图8看出,磨料粒子运动轨迹表明其在收敛段的运动较剧烈,因过流断面变窄,其与喷嘴壁面及磨料粒子之间均存在碰撞;进入直线段后因滞留时间较短,磨料粒子彼此之间碰撞机会变小,运 动 相 对 收 敛 段平缓。

3.4 喷嘴结构对磨料
影响磨料粒子加速因素众多,现有研究结果表明,喷嘴收敛段长度、直线段长度对磨料加速性能有重要影响。本文通过控制变量法,分别在只改变收敛段长度或只改变直线段长度下研究喷嘴结构对磨料粒子加速影响规律。
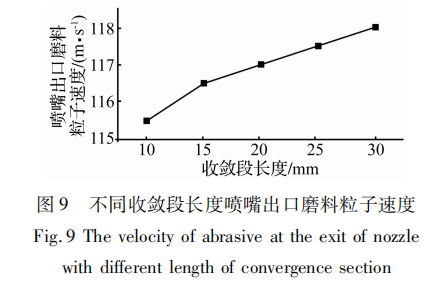
按本文模拟方法,在流量一定即 74L/min,喷嘴进出口直径一定即14mm、3mm,喷嘴直线段长度10mm下改变收敛段长度,选4颗磨料粒子获得喷嘴出口(直线段末端)平均速度,见图9。由图 9看出,喷嘴收敛段加长下由于流量一定,喷嘴进出口速度一定,水流经喷嘴收敛段的平均速度变小,由此可以推断水流经收敛段加速度变小,从而对磨料的加速较弱,但收敛段加长会延长磨料粒子的加速历程,使其有相对充裕的加速时间。随收敛段加长,磨料粒子速度呈增大趋势,收敛段长度由10mm增加到15mm,速度增加1m/s;收敛段长度由15mm到30mm每增加5mm,速度增加0.5m/s。由此,收敛段长度变化20mm 速度增加 2.5m/s,增加效果有限。
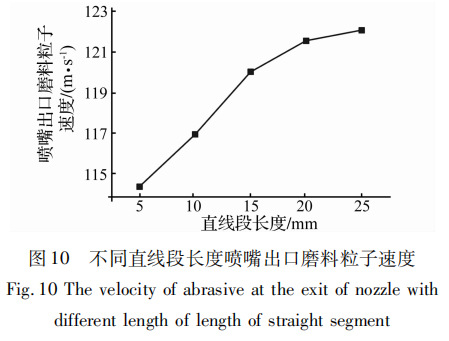
流量一定即74L/min,喷嘴进出口直径一定即14mm、3mm,喷嘴收敛段长度 20mm情况下,改变直线段长度,选4颗磨料粒子获得喷嘴出口(直线段末端)平均速度,见图10。由于收敛段中磨料粒子已与水存在速度差,且直线段中水仍有加速,故直线段加长会致磨料粒子加速空间更长。由图10看出,随直线段加长磨料粒子在喷嘴出口速度增大,但随直线段长度逐渐增大,磨料粒子速度增加幅度逐渐变小,直线段长度由5mm到15mm,速度增加较大,平均每增加5mm速度增大2.75m/s;直线段长度由15mm到20mm,速度增大1.5m/s;直线段长度由20mm到25mm,速度增大0.5m/s。直线段长度变化 20mm速度增加7.5m/s,增加幅度较收敛段有所增大,但当磨料粒子速度增加到与水流速度接近后,其速度增长幅度随直线段延长变小,且在实际应用中直线段过长会使水与磨料粒子的沿程阻力增大导致能耗增加,故在满足工况设计前提下,可适当延长喷嘴直线段长度,但不能过多延长。
4 结 论
(1)本文基于 SPHFEM耦合算法模拟磨料粒子在喷嘴不同阶段的加速全过程,既接近实际工况又使高流速水因大变形导致模拟计算困难问题得以解决。
(2)通过分析前混合式磨料射流磨料粒子不同阶段的加速特征知,磨料粒子进入喷嘴收敛段前已基本达到与水介质相同的运动速度,进入后因与水介质存在速度差获得加速,因磨料粒子质量大,与水介质速度差逐渐加大;进入直线段水介质与磨料粒子一直加速,且水介质速度在末端趋于稳定;在喷嘴短距离内水介质在喷嘴中的压缩获得释放,速度微量增加且稳定较快,磨料粒子在喷嘴外核心段射流作用下继续加速,最终趋于稳定。
(3)获得喷嘴结构对加速效果影响规律,即流量一定,磨料粒子速度随喷嘴收敛段延长而增加。收敛段长度变化 20mm速度增加 2.5m/s,增加效果有限;随直线段的延长而增加,直线段长度变化 20mm速度增加 7.5m/s,速度增加相对显著。
(4)本文所提数值模拟方法可用于前混合磨料水射流中磨料粒子加速特性及水射流撞击结构体的研究。对不同特征的磨料粒子(如密度、尺寸、形状等)、不同结构喷嘴尚待进一步研究。


 首页
首页
 产品中心
产品中心
 电话咨询
电话咨询
 售后服务
售后服务 售前服务
售前服务 关注公众号
关注公众号