针对五轴石材切板机床的圆形锯片安装中心相对于机床控制点存在偏置以及锯片本身尺寸导致过切的问题,对切削点相对于控制点的空间位姿关系进行了分析,对加工图元为直线时的各种工况进行了详尽研究,提出了一种基于美国 3S 开放式系统( Ser-voWorks S-140M) 的偏置补偿算法,建立了刀位轨迹与数控轨迹之间的联系。通过系统仿真功能验证了该算法的正确性,并通过实际加工进行了测试。研究结果表明,所加工出的零件能满足加工工艺和精度要求,提高了加工效率和加工精度,降低了生产成本。
0 引 言
随着现代加工业的不断发展,石材加工也趋于多元化和复杂化,所以石材加工装备的自动化、数控化、智能化已成为当今石材装备制造企业面临的重要研究课题。在石材设备领域,欧洲代表着先进的发展方向,其中以意大利[1]最为成熟、先进,但其价格高昂。我国早在九十年代开始引进意大利设备,并通过消化吸收针对异型加工、全自动磨抛[2]等功能自主研发了一
系列的石材加工设备。但是针对复杂图形尤其是复杂截面的切板功能研究很少,目前国内很多石材加工厂家仍然采用半自动和人工的方式,其功耗大、污染严重、效率低下。为了解决这一问题,提高企业产品的技术水平及市场竞争力,福建省华隆机械有限公司与厦门大学合作开展了五轴数控石材切板机的研究与开发。
五轴数控机床的后置处理[3-4]是将 CAD /CAM 软件生成的刀位轨迹数据转换成符合一定规则的可被数控机床系统识别和执行的加工代码。它是数控加工自动编程过程中的一个重要环节。其核心任务是通过坐标变换将工件坐标系下的刀点位置数据转换成数控机床各运动轴的进给量。由于机械结构的原因,刀点位置与实际控制点位置存在偏差,必须对刀具偏置进行相应的补偿,才能确保实际加工的轨迹正确无误。本研究以封闭多边形的加工为例,对刀具补偿算法进行分析与研究。
1 机床刀具偏置结构
本研究中的机床为双摆头五轴机床,实物如图1 所示。
该机床的刀具存在 5 组偏置,锯片偏置结构简图如图 2 所示。
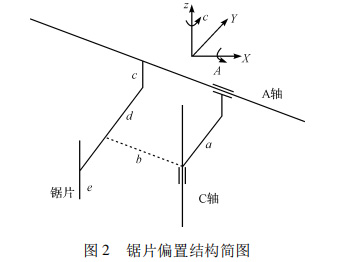
图 2 中,A 轴轴线与 C 轴轴线在 Y 方向上的偏置为 a; 锯片转动轴线与 C 轴在 X 方向上的偏置为 b,与轴在 Z 方向的偏置为 c; 锯片中心与 A 轴在 Y 方向的偏置为 d; 锯片半径为 e。
在实际的加工中,如果不对这些偏置进行补偿,一旦锯片绕 A 轴和 C 轴旋转一定角度,必然导致实际刀位轨迹与理论刀位轨迹不重合,从而不能正确加工出所需要的图形。
2 锯片的位姿偏置补偿
本研究以直线为例推导锯片的偏置补偿公式。封闭多边形 ABCE 如图 3 所示。加工其直线图元 AB 时,一旦 C 轴有 θ 角度的旋转,其刀位点轨迹 A1B1 必然偏离其理论轨迹 AB。

因此,为实现正确加工,系统必须对控制点进行偏置补偿,即把控制点从 O1 点修正到 O 点,相应的刀位点从 A1 点修正到 A 点。
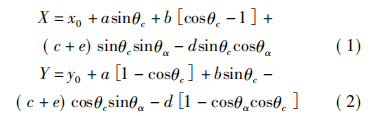
假设 O1 ( x0,y0 ) 、锯片绕 A、C 轴旋转的角度分别为 θa 和 θc,修正后的控制点位置坐标 O( X,Y)可由以下补偿公式计算:
同理,通过偏置补偿公式( 1,2) 可以把 C 轴旋转后的控制点轨迹 O1D1 修正到 OD,以使刀位轨迹与 AB重合,实现正确加工。
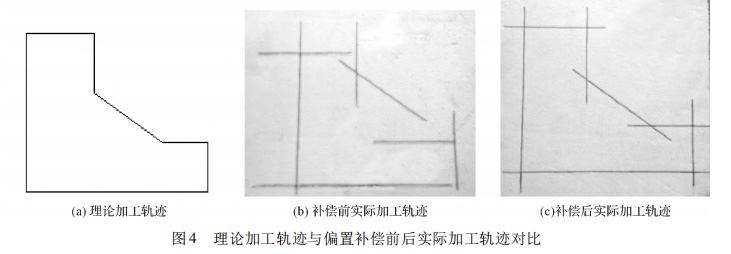
加工一多边形时,理论加工轨迹、未补偿前加工轨迹、补偿后加工轨迹对比如图 4 所示。
3 加工图元为直线时端点处过切的
判断与预处理
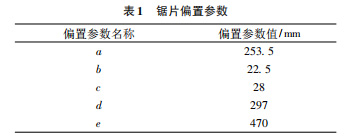
3. 1 判断直线端点是否要处理的算法
由于机床采用的刀具为锯片,在加工一定的切深
d 时,其所切出的图形轨迹从材料表面上看去不是一
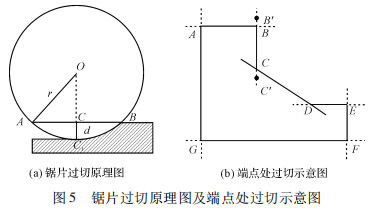
个点,而是一段与切深 d 有关的线段 AB,锯片过切原
理图如图 5(a) 所示。因此,在加工图 4( a) 所示的封
闭图形时,直线端点处将会产生过切现象,如图 4(c)
所示。由图 5( a) 中的几何关系可得过切长度为:

各端点处的过切如图 5( b) 虚线所示,C、D 两端点处的过切会破坏所加工图形,必须保留一定的切割余量; 其余端点的过切不影响所加工图形,则不需要保留切割余量。因此,本研究需要找到一种算法来判断所加工封闭图形哪些端点需要保留切割余量。
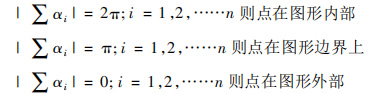
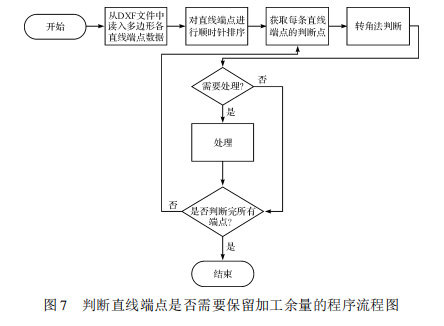
因为加工图形涉及凹多边形和凸多边形[5-6],本研究提出的一种算法是,在各直线端点的延长线上等距取一近点,然后利用周角法判断该点是否在图形内部,如果在图形内部则该端点需要保留切割余量,否则不需要。给封闭多边形按顺时针或逆时针定义一顺序,任取一点,沿封闭多边形顺序,由该点与各顶点依次相连,相邻两线段间的夹角记作 αi,αi 可正可负,其正负取决于线段走向与所取点的位置关系,求各夹角代数和的绝对值,如果:
给定 3 点 P( xp,yp ) 、A( x1,y1 ) 、B( x2,y2 ) ,判断点P 相对于 AB 走向所成夹角正、负的判别式[4]为:f( x,y) = ( xp - x1 ) ( y2 - y1 ) - ( yp - y1 ) ( x2 - x1 ) ( 4)凸多边形如图 6( a) 所示,由周角法[7-8]可得: 对点P,| ∑αi | = ∠1 + ∠2 + ∠3 + ∠4 =2π,则 P 在图形
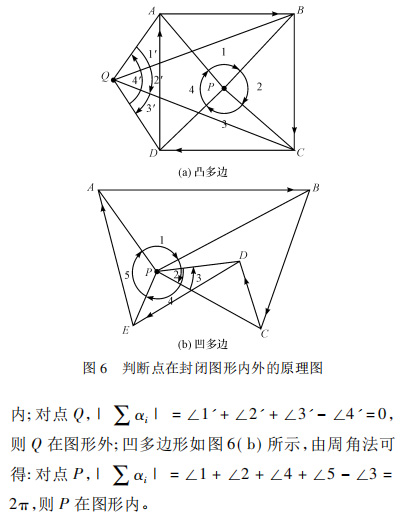
以图 5( b) 所示直线 BC 为例,由上述算法可得端点 C 需要保留切割余量,而端点 B 则不需要。判断直线端点是否需要保留加工余量的程序流程图如图 7 所示。
3. 2 直线端点的预处理
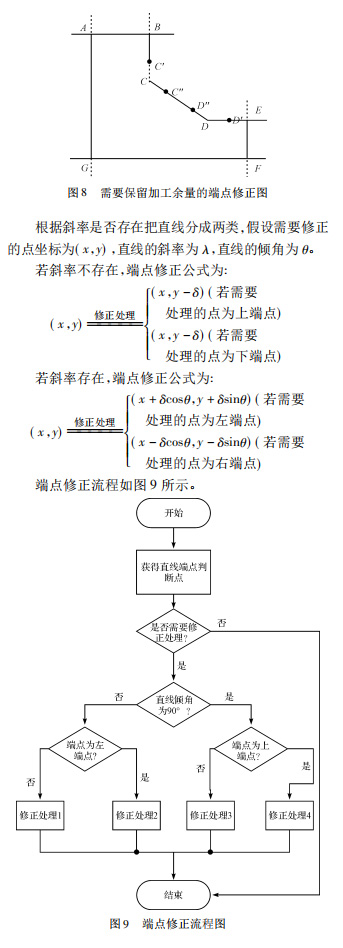
在加工如图 5( b) 所示的 ABCDEFG 图形时,通过上述判断算法可得,端 点 C、D 需 要 保 留 加 工 余量[9-11]。根据过切长度 δ,加工 BC 时需要把 C 点修正到 C',加工 CD 时需要把 C、D 点分别修正到点 C″、D″,加工 DE 时需要把 D 点修正到 D',需要保留加工余量的端点修正图如图 8 所示。
4 加工测试结果
以所使用的双摆头五轴机床为例,其锯片( 以锯片背部为基准) 安装位置的偏置参数如表 1 所示。
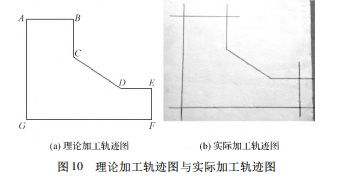
本研究应用上述偏置补偿和预处理进行加工测试,实际加工如图 10( b) 所示,对比理论轨迹可以看到,实际加工轨迹完全符合预期的加工要求。
结束语
由于机械结构限制,锯片相对于控制点的安装误差不可消除,本研究通过对锯片位置偏置补偿的研究,建立了加工图元为直线时的偏置补偿算法,并成功地应用于加工由直线组成的封闭凹多边图形和凸多边图形。由系统仿真功能和实际测试加工结果表明,该算法正确,达到了实际生产加工的要求,这为后续研究由圆弧和直线组成的复杂组合图形以及复杂截面切板的研究提供了理论依据。
在实际的生产中,该研究提高了加工效率和精度,大大降低了生产成本,为提高石材加工行业的自动化和智能化起到了一定的推动作用; 但是,在加工复杂截面时的联动程度与意大利系统还有一定差距。今后的研究方向是提高加工复杂截面时的联动和为用户提供更便捷的自定义编辑功能,以满足用户对不同加工工艺的需求。


 首页
首页
 产品中心
产品中心
 电话咨询
电话咨询
 售后服务
售后服务 售前服务
售前服务 关注公众号
关注公众号