首页
>
关于奥拓福
>
公司简介
企业荣誉
核心价值
企业精神
企业愿景
产品中心
>
工程水刀
切割平台
高压泵组
便携水刀
激光切割
定制水刀
配件专区
>
配件专区
案例展示
>
水刀研究院
>
新闻资讯
>
公司新闻
行业资讯
应用案例
>
定制服务
>
技术合作
>
联系我们
>
русский язык
|
English
产品咨询热线
400-871-5551
русский язык
|
English
首页
产品中心
工程水刀
切割平台
高压泵组
便携水刀
激光切割
定制水刀
配件专区
配件专区
案例展示
水刀研究院
技术合作
联系我们
x
首页
>
案例展示
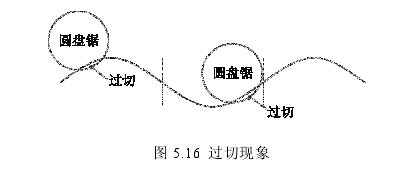
防过切偏置处理
来源:
时间:2021-08-10
浏览:3477
圆、椭圆或平面上的NURB S曲线其轮廓线都在一个平面上,DXF文件存
储其法线n皆垂直于其所在平面。而竖曲线其DXF文件存储的法线向量为(0, 0,1)
垂直于XY平面,若按照5.2.2节的刀具位置偏置方法,根据此法线进行偏置处
理,圆盘锯刀具切割点会在圆盘锯竖直方向上的最低点,加工时在凹型竖曲线
和凸型竖曲线处都会出现图5.16所示的过切现象。为解决此问题,需对圆盘锯
加工凹凸竖曲线时的刀具位置进行防过切偏置处理。
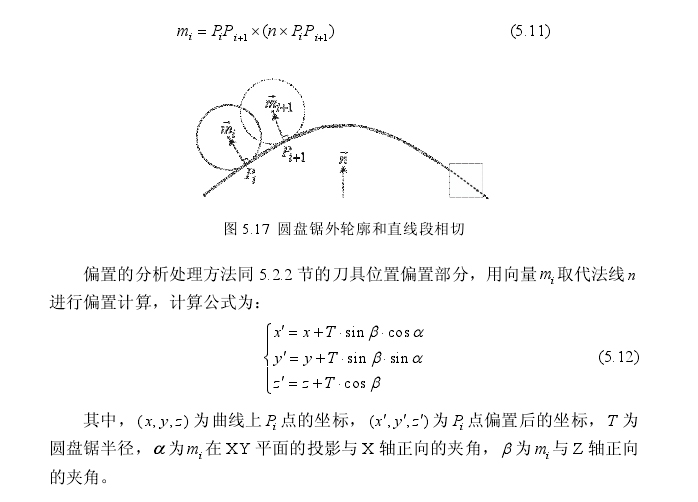
为避免图5.16所示的过切现象,期望加工过程中圆盘锯保持外轮廓和竖曲
线相切的位姿,而不是用圆盘锯竖直方向上的最低点去切割竖曲线轨迹。经过
第四章的曲线数据点密化之后,圆盘锯的外轮廓需和每一段直线段保持相切。
要实现这种刀具位姿需改变刀具位置偏置方向,使偏置后圆盘锯的外轮廓和直
线段相切。如图5.17所示,在加工第i条直线段PiPi+1时,圆盘锯向与直线段垂
直的方向(mi方向)偏置,即可实现上述目的。为此,需根据已有的数据计算
出向量mi,计算公式为:
上一条:
曲面加工方式分析
下一条:
G代码生成
网站首页
关于奥拓福
公司简介
企业荣誉
核心价值
企业精神
企业愿景
新闻资讯
公司新闻
行业资讯
应用案例
联系我们
400-871-5551
400-999-9925
售后服务
售前服务
关注公众号
奥拓福水刀【官网】 版权所有 Copyright 2019-2025
辽ICP备2021002461号-1


 首页
首页
 产品中心
产品中心
 电话咨询
电话咨询
 售后服务
售后服务 售前服务
售前服务 关注公众号
关注公众号